2018年02月
2018年02月28日

大まかに目視点検を行いながら分解し洗浄したエンジンブロックです。油汚れで茶色になっていた内部もブロック自体の色になりました。年月も経っているので洗浄も簡単にはいきませんが数種類の洗浄剤を用いてこの様になりました。
 クランクシャフトもキッチリと洗浄します。洗浄後に内燃機加工会社で精密にバランスと曲がり、歪みの測定と修正を行なってもらいます。バランス重量公差は通常より厳しく設定しクランクシャフトの振動軽減に役立てます。曲がりは0.01mm以内に修正し歪みも大変な計測の元に曲がり修正の兼ね合いも考慮し難し修正で歪みとりを行っていきます。
クランクシャフトもキッチリと洗浄します。洗浄後に内燃機加工会社で精密にバランスと曲がり、歪みの測定と修正を行なってもらいます。バランス重量公差は通常より厳しく設定しクランクシャフトの振動軽減に役立てます。曲がりは0.01mm以内に修正し歪みも大変な計測の元に曲がり修正の兼ね合いも考慮し難し修正で歪みとりを行っていきます。



バランス、曲がり、歪みなどの加工修正が終わったクランクシャフトをマイクロメーター(Uの字の物)と呼ばれる計測器とボアゲージ(長細く上に丸がついてる物)と呼ばれる計測器を使い、一般的に言われる精密組付けなるものを行っていきます。
 測定始まりの前に確認の為に曲がりなどを納品後チェックを行います。問題はないのですがゲージを使うついでに気を引き締める為に点検します。
測定始まりの前に確認の為に曲がりなどを納品後チェックを行います。問題はないのですがゲージを使うついでに気を引き締める為に点検します。
 マイクロメーターを使い各ジャーナルを測定していきます。アナログですが1/1000まで刻み割りすると読めるので1/1000まで数値化します。その時に金属の測定温度は20°とありますが金属を製品で見た温度と考えて20°には拘らず温度によってSCM系ならこう膨張していく理論的なグラフを使って現時点の温度から検討していきます。また、湿度も重要なファクターになったりもします。
マイクロメーターを使い各ジャーナルを測定していきます。アナログですが1/1000まで刻み割りすると読めるので1/1000まで数値化します。その時に金属の測定温度は20°とありますが金属を製品で見た温度と考えて20°には拘らず温度によってSCM系ならこう膨張していく理論的なグラフを使って現時点の温度から検討していきます。また、湿度も重要なファクターになったりもします。
 クランクジャーナルの測定が終わった後にメインベアリングボアをこの様に計測して行きます。RBは6気筒で国産エンジンでは長い部類になりボアゲージを上手く使わないと#3#4の測定が難しくなります。このボアからクランクシャフトジャーナルの外形寸法を引き算しそこから狙いたいクリアランスの数字を引き算すると使わなければならないメタル厚みが算出されます。狙いたいクリアランスは0.045にしました。
クランクジャーナルの測定が終わった後にメインベアリングボアをこの様に計測して行きます。RBは6気筒で国産エンジンでは長い部類になりボアゲージを上手く使わないと#3#4の測定が難しくなります。このボアからクランクシャフトジャーナルの外形寸法を引き算しそこから狙いたいクリアランスの数字を引き算すると使わなければならないメタル厚みが算出されます。狙いたいクリアランスは0.045にしました。
 コンロッドベアリングボアをボアゲージを使い測定します。これもボアからジャーナルを引いてクリアランスを引けば使わなければならないメタル厚みが算出できます。狙いたいクリアランスは0.05です。こちらも当然に温度と湿度の補正を入れています。
コンロッドベアリングボアをボアゲージを使い測定します。これもボアからジャーナルを引いてクリアランスを引けば使わなければならないメタル厚みが算出できます。狙いたいクリアランスは0.05です。こちらも当然に温度と湿度の補正を入れています。
 コンロッド&ピストンの重量を簡単な感じで測定します。ASSY重量になります。細かく分ける場合もありますが今回はASSYです。6個の重量差を0.5グラム以内とし修正して重量を揃えています。
コンロッド&ピストンの重量を簡単な感じで測定します。ASSY重量になります。細かく分ける場合もありますが今回はASSYです。6個の重量差を0.5グラム以内とし修正して重量を揃えています。
 ピストン径の測定をマイクロメーターを使い行います。ほぼ基準通りの数値です。使用するピストンによってトップから何㎜の所、スカートから何㎜の所などと指定があります。ピストン自体は丸に見えますが丸ではないので最大に大きくなっている部分を測定する意味で指定箇所があります。余談ですが純正などは回転方向とは逆にピストンピンがオフセットされている物などもあります。ライフを考えての作りと思います。
ピストン径の測定をマイクロメーターを使い行います。ほぼ基準通りの数値です。使用するピストンによってトップから何㎜の所、スカートから何㎜の所などと指定があります。ピストン自体は丸に見えますが丸ではないので最大に大きくなっている部分を測定する意味で指定箇所があります。余談ですが純正などは回転方向とは逆にピストンピンがオフセットされている物などもあります。ライフを考えての作りと思います。
 シリンダーボアの計測です。これもボアからピストン外形を引き算してクリアランスを算出します。傷などがなければ再度、最小ホーニングでクロスハッチを作ります。その時にクリアランスの変化に気を配って行います。
シリンダーボアの計測です。これもボアからピストン外形を引き算してクリアランスを算出します。傷などがなければ再度、最小ホーニングでクロスハッチを作ります。その時にクリアランスの変化に気を配って行います。







2018年02月19日



2018年02月16日


2018年02月08日
6-1ターボコレクター。ツノ付きです、カットの段階でほぼツノは完成状態でターボINフランジの内径より少し小さい寸法になる様にカットします。これができないと不格好でフランジから飛び出てしまい、無理矢理溶接してしまうとフランジで段付きが出来て性能を損ないます。四角タイプはどうしても段が出来ますが合流角の延長線ならOKです。溶接も全体的にマットなゴールドで少し熱量が多い感じですが、酸化してもこもこよりは格段に良い状態です。ツノ付きは難易度は高いですがしっかりと作れば効果はバツグンです。



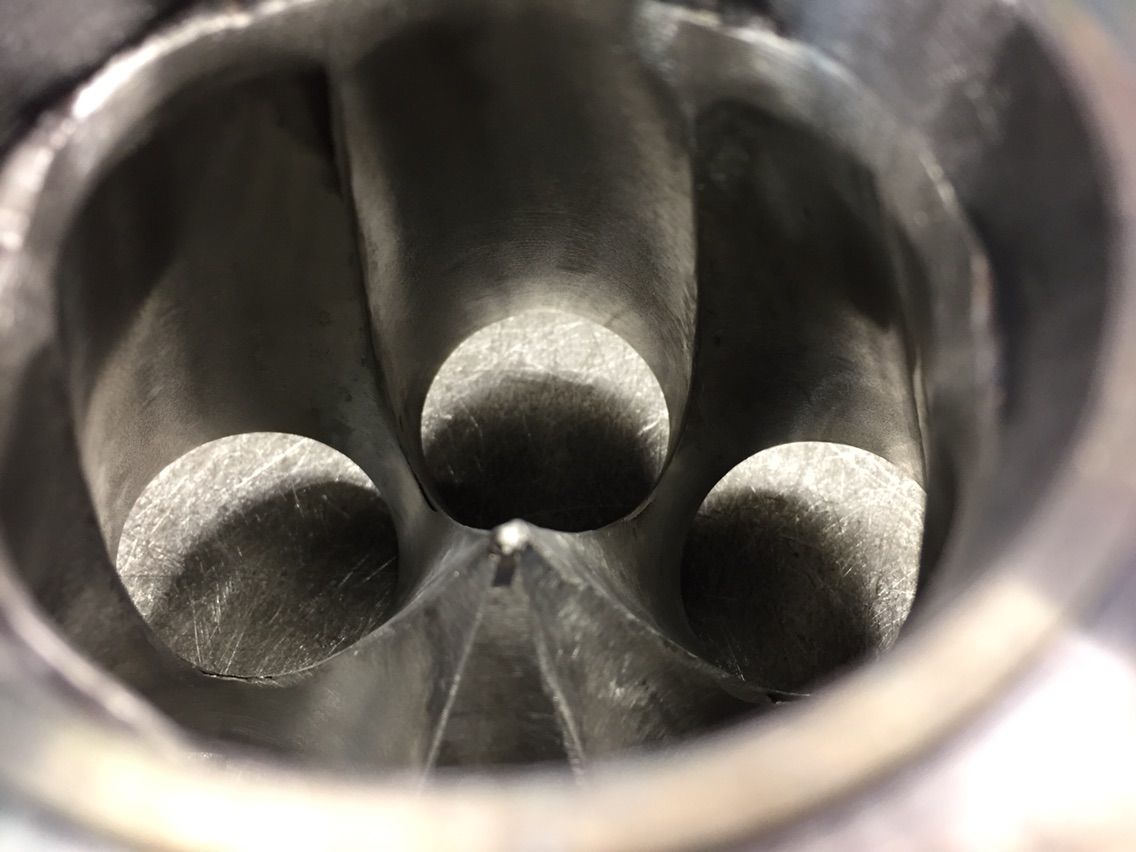


スペースや合流角をできるだけ狭角に6気筒なら6等分、4気筒なら4等分にフランジ部分の有効面積を使う事で乱流が発生しない状態でターボへ導くように製作しています。なお且つベルヌーイ効果で排気が休止している管の圧力を下げるので次の順番の排気工程ではより排気が出やすい状態にもなります。


必要性はこれからも見て取れます。ボルクワーナーのEFRシリーズです。

コンプレッサー側に3つのボルトで止められている樹脂製の物がEFRに標準装備のブローオフバルブです。コンプレッサーアウトの通路の途中にバルブが設けてあり画像ではコンプレッサーホイールのやや右上あたりに長方形の穴があります。これがリターンされる場所です。コンプレッサーに吸われてコンプレッサーアウトに向かう途中で再度、吸われる側に戻ります。バルブが開いている最中はこのループになります。このループに入る事でタービン回転数の落ち込みが少なくなりアクセルOFFからアクセルONの状態になればループが解かれて一気にエンジン吸入のアシストをするのでトルクの立ち上がりが別物になります。この様なブローオフバルブはインターナルなので効率よく戻りループができますが、エクスターナルのタイプでもできる限りインターナルになる様に作ることが重要です。
インテーク関係で派生するとウェストゲートが装着される。
通常EX側で使用される物をINテーク側で使い、常にタービン回転数を落とさず、圧力調整に使う方法です。EXでは排気エネルギーを捨ててしまうので捨てられら瞬間にタービン回転数は下がります。タービン回転数は下げれないが圧力調整はしたいそこでインテークにウェストゲートを使い圧力をにがします。タービン回転数が上がりにくくコンプレッサーマップの最大効率が高回転のタイプで使用限定あるものに見られます。
要するに個々のパーツの作動や構造、構成をしっかりと理解しそのパフォーマンスに何が必要か考え使用すれば良いと思います。
